Содержание
- Что такое фотополимерная 3D печать, ее преимущества и недостатки.
- Разновидности фотополимерной печати.
- Что можно изготовить с помощью фотополимерной печати.
- Выводы.
- FAQ.
Что такое фотополимерная печать?
Фотополимерная печать — собирательное название нескольких технологий аддитивного изготовления 3D объектов (SLA, DLP, LCD) из жидкого пластика, отверждаемого в нужное время в нужных местах ультрафиолетовым светом. Пластик, способный на такую реакцию, называется фотополимером или (в народе) “смолой” за внешнее и физическое сходство с этой вязкой и липкой жидкостью.

Технология в чем-то схожа со стандартной FFF 3D печатью. В том и другом случае модель последовательно наращивается слоями, начиная от стола и до самого конца. Однако между способами существует множество принципиальных отличий, в основном вызванных состоянием сырья и способом его укладки. Даже внешне фотополимерный принтер мало похож на своего FFF коллегу.

Движущихся осей в “фотополимернике” как правило всего одна штука — а именно ось Z. Перемещение по осям X и Y успешно заменяется на движение световых лучей и пятен. Стол изначально погружается в ванну с жидкой “смолой” и в процессе печати движется вверх или вниз в зависимости от конструкции принтера. Рабочая зона в обязательном порядке закрывается прозрачным кожухом, как правило желто-розового цвета. Кожух защищает фотополимер от высыхания, исключает попадание внутрь пыли и прочих инородных частиц, прозрачность позволяет наблюдать за процессом в реальном времени, а розовый цвет не пропускает вредное ультрафиолетовое излучение наружу.
Комплектующие 3D принтера
3D ручки, 3D сканеры, сушилки для пластика и многое другое вы можете приобрести в нашем магазине 3DIY https://3d-diy.ru/catalog/spare-parts-3d-printer/. Доставляем во все регионы России.
Мощность и время воздействия УФ излучения подбирается таким образом, чтобы свет проникал в полимер не глубже, чем на заданные сотые и тысячные миллиметра. Благодаря чему толщина одного слоя печати составляет всего лишь порядка 35 — 50 микрон, что в десятки раз меньше, чем при печати пластиком из прутка. С одной стороны это минус — времени на изготовление даже небольшой модели уходит много, с другой — геометрия такой же модели в десятки раз тоньше и точнее. Пожалуй, это главное преимущество фотополимерной печати — с ее помощью получаются детали с недоступной для FFF технологии миниатюрностью в деталях и практически без характерных “ступенек”.

Следует добавить к преимуществу отсутствие обязательного для механической печати шва, с которым многие безуспешно борются годами. Фото-слой создается одновременно по всей поверхности печати. Отсюда же вытекает следующее преимущество — время формирования одного слоя не зависит от его площади. Можно поставить на печать одну деталь или заполнить ими всю поверхность стола, времени на создание уйдет одинаковое количество.
Совсем недавно к недостаткам фотополимерной печати я бы отнес невысокую прочность получаемых деталей. Однако химическая наука и промышленность делает впечатляющие успехи в этом направлении. Уже сейчас доступны “смолы”, по физическим характеристикам сравнимые с привычными PLA, ABS и даже TPU и нейлоном. В дальнейшем этот список будет расти и, возможно, скоро материалы станут еще крепче своих аналогов. Кроме того, благодаря микронным слоям, изделие получается практически монолитным и равномерно прочным в любом направлении, чем не может похвастаться печать FFF с извечной проблемой “вдоль” или “поперек”.

Химия широко шагает и в сторону ускорения отверждения полимеров. Время засветки неуклонно сокращается, а значит растет скорость печати. Возможно, качественный скачок, когда выращивать детали из жидкого пластика станет гораздо быстрее, чем печатать из твердого, уже не за горами.
Жирным минусом фотополимерной печати является ее расходный материал. “Смола” капризна, должна храниться в герметичной светонепроницаемой емкости при определенных температурных диапазонах. Со временем деградирует даже в идеальных условиях — сохнет, полимеризуется, комкуется, теряет текучесть и физические свойства. Срок хранения полимера в лучшем случае всего лишь около 1 года.
“Смола” крайне тягуча и липуча, попав на одежду или другие ценные предметы, будет держаться за них изо всех сил. Кроме того, она токсична при контакте с кожей и особенно при попадании в глаза и на слизистые оболочки. Работать следует обязательно в перчатках и защитных очках. Токсичны и ее пары́, работать следует при хорошей вентиляции рабочего места и/или используя индивидуальные средства защиты дыхания.
“Смола”, в среднем, дороже филамента в несколько раз, особенно ее качественные брендовые варианты. Экономия на недорогом продукте может выйти боком, фотополимерная печать сильно зависит от качества материала. Залив в ванну жижу неизвестного состава и происхождения, можно запросто испортить многочасовую работу, а заодно и принтер.

Когда FFF принтер заканчивает работу, деталь отделяется от стола и на этом сеанс материализации объекта завершается. После фотополимерной печати вам предстоит непростой квест с отмыванием детали и принтера от остатков “смолы” и дополнительной УФ засветкой для придания изделию финальной прочности. Помывка потребует времени, драгоценного спирта (для растворения жидкого полимера) и множества салфеток. В последнее время химиками найден рецепт водорастворимого полимера, что частично облегчает жизнь и удешевляет постобработку, но все равно по уровню возни процесс не сравним с FFF печатью.
При проектировании моделей следует учитывать технологию производства. В частности, избегать замкнутых полостей, откуда жидкий полимер не сможет вытечь в процессе печати.
Пневматическое оборудование, системы подачи смазки, лазерные станки и прочее.
Все, что вам нужно из ЧПУ комплектующих можно купить в нашем онлайн магазине https://3d-diy.ru/catalog/cnc-components/ с оплатой онлайн и доставкой от 1 дня.
Подводим промежуточные итоги. Фотополимерный способ изготовления объемных предметов дороже, зачастую намного дольше, сложнее, опаснее, требует большей квалификации от пользователя. За это мы получаем на порядок более качественное изделие, многократно превышающее своей точностью и тонкостью деталей возможности FFF принтеров.
Разновидности фотополимерной печати
Их всего три, если не считать редкие и опытные образцы разной степени перспективности.
LCD (Liquid Crystal Display)
Используется в 99,9% современных бытовых и бюджетных профессиональных принтерах. Здесь и далее под фотополимерной печатью будем иметь именно эту технологию. Отверждение происходит при помощи мощной ультрафиолетовой засветки, проходящей через ЖК-матрицу. Жидкокристаллический экран пропускает свет только на участки, подлежащие полимеризации на данном слое и блокирует там, где материализация не нужна. Точность размеров определяется разрешающей способностью ЖК экрана, которая постоянно увеличивается по мере развития прогресса. Недавно экран 854х480 точек считался нормой, теперь 2К-4К уже не предел, существуют принтеры 8К и более.
")
Технология считается наиболее простой и перспективной. Принтеры недорогие, компактные, простые в эксплуатации и обслуживании. Однако грешат паразитной засветкой и требуют довольно длительного времени на один слой.
DLP (Digital Light Processing)
Технология, известная аж с 1987 года. В качестве источника УФ света используется проектор, подсвечивающий сразу весь слой. Изначально изображение формировалось при помощи тысяч микрозеркал, но это было очень сложно, дорого и ненадежно, позже картинку слоя стали передавать в виде своеобразного слайда, подготовленного компьютерной программой.
")
Принтеры DLP продаются до сих пор, они работает быстрее за счет большей мощности излучателя, но значительно сложнее, дороже, массивнее, тяжелее и сложнее, поэтому активно вытесняются более современными, быстро развивающимися моделями LCD.
SLA (Stereolithography Apparatus)
Самая древняя технология фотополимерной печати, изобретенная в середине 80-х годов. В SLA принтерах применяется лазер, который выборочно засвечивает поверхность жидкого полимера, тем самым быстро и точно отверждая нужные участки. В отличие от предыдущих способов, в процессе печати рабочий стол SLA принтера не поднимается вверх, а опускается вниз, в глубину фотополимера, по этой причине “смолы” требуется значительно больше — полная емкость размером с зону печати. За движение лазера отвечают зеркала, управляемые гальванометрами по двум осям. По завершению слоя поверхность емкости дополнительно выравнивается специальным “скребком” — рекоутером.
")
Полностью напечатанная деталь выплывает на столе из лужи полимера как жидкий Терминатор.

Разумеется, устройство такого принтера на порядки сложнее всех перечисленных выше. Он гораздо дороже, габаритнее и сложнее, требует непростого, частого и квалифицированного обслуживания. Не годится для бытового использования и даже мелкого бизнеса.
Что можно изготовить с помощью фотополимерной печати
Основное направление, конечно же, декоративное. Скульптуры, статуэтки и прочие красивости, которые выглядят практически как рукотворные, вырезанные мастером из камня или бивня мамонта. А обработанные и окрашенные и вовсе не отличить от настоящих произведений искусства (которыми они, в общем-то, и являются).

Прототипирование. Быстрое изготовление моделей будущих серийных изделий, которые, возможно, будут совсем из других материалов. Посмотреть, как оно выглядит вживую, пощупать, примерить по месту, все это гораздо нагляднее, чем на плоских чертежах.

Моделирование. Сотворить точную миниатюрную модель танка, самолета, автомобиля, и прочей исторической, современной или футуристической техники своими руками — бесценно.

Изготовление мастер-модели для литья в силикон. Практическое применение для ювелиров. Бесконечные дали для творчества.

Для стоматологов открылись возможности быстрого и качественного моделирования зубов, коронок, мостов и прочих вставных челюстей. Теперь, благодаря 3D технологиям, помощь пациентам оказывается гораздо быстрее и качественней, чем раньше.

Всех применений не перечислить, список ограничивается лишь размером рабочего пространства принтера, физическими свойствами материала и фантазией пользователя. Если последнего у человечества всегда хватало, то первое и второе постоянно улучшается, быстро догоняя желания.
Выводы
Фотополимерная печать — высокоточный, технологичный и перспективный вид аддитивного изготовления 3D предметов. Имея ряд явных преимуществ перед FFF принтерами, фотополимерники опережающими темпами сокращают недостатки, приближаясь к традиционным технологиям по прочности, долговечности и универсальности. Робко предположим, что фотополимерная печать одна из самых перспективных на сегодняшний день способов воплотить виртуальную модель в реальную. Возможно, LCD отправит FFF на пенсию уже в обозримом будущем.
FAQ
Есть ли способы увеличить скорость фотополимерной печати?
Теоретически можно увеличить мощность излучения и даже еще больше сократить длину волны, вплоть до рентгеновской, однако это потребует создания новых полимеров, которые будут ее успешно поглощать не глубже, чем на заданную толщину слоя.
Сопоставима ли прочность деталей, напечатанных LCD и FFF способом?
Новейшие смолы заявлены как аналоги ABS, PLA и TPU по химическим и физическим свойствам. Проверка этого утверждения производителей — вопрос отдельного исследования. Однако отсутствие ярко выраженной слоистости и шва уже играет на пользу прочности LCD печати.
Есть ли смолы с минимальным запахом и вредностью?
Да, производители постоянно совершенствуют свой продукт по многим направлениям, в том числе по экологическому. Современные дорогие смолы почти не имеют запаха и не вредят здоровью.
Как правильно хранить фотополимер и что будет, если этого не делать?
В герметичной непрозрачной таре при температуре 18-28 ℃. В противном случае он начнет полимеризоваться прямо в таре, появятся кристаллы, пузыри, изменится текучесть, произойдут прочие неприятные изменения, снижающие качество печати или делая ее невозможной. Сливая остатки из ванны, обязательно используйте фильтр для удаления твердых включений.
Для начала немного истории. Основоположниками современной настольной 3D-печати принято считать две американские компании – MakerBot (основана в 2009 году) и Formlabs (основана в 2011 году). Каждая из этих компаний пошла своим путем, и результаты по истечении 10 лет у них разные. Первой на Олимп поднялась MakerBot, выпустив по-настоящему массовый, а главное доступный, с точки зрения простоты использования, принтер MakerBot Replicator 2. Его продажи росли бешеными темпами, и в 2013 году на пике успеха компанию решили продать за фантастические по тем временам деньги в 400 млн. долларов. Покупателем выступил ветеран 3D-печати, компания Stratasys, где молодой и энергичный стартап был скоро «похоронен» в корпоративных интригах. Другим путем пошла Formlabs. Компанию решили развивать, последовательно привлекая инвестиции. В итоге ее капитализация достигла 2 млрд. долларов, что существенно превысило стоимость Stratasys, вместе с купленным MakerBot. Обо всем этом в 2014 году Netflix снял очень интересный документальный фильм, который называется Print the Legend. Рекомендую всем, кому интересны темы предпринимательства, стартапов и технологий, его посмотреть.
На протяжении последних 10 лет две самые популярные технологии 3D-печати – FDM и SLA (для простоты будем называть так всю фотополимерную 3D-печать) развивались параллельными курсами и мало влияли друг на друга. И хотя можно припомнить успешный опыт, совмещающий обе эти технологии, каждый производитель 3D-принтеров выбрал одну, чтобы добиться наилучшего результата именно в ней. Так поступили, в частности, сегодняшние лидеры продаж FDM — голландская компания Ultimaker и китайская Raise3D. В этом же направлении развивается Formlabs, который является безоговорочным многолетним лидером по продажам SLA 3D-принтеров, неустанно развивая свой ключевой продукт. И тем не менее, начиная с 2019 года ситуация начала меняться, технологии начали конкурировать между собой, давайте рассмотрим, почему это произошло.
FDM/FFF технологии
Чтобы понять, как это случилось, нужно оценить базовые достоинства и недостатки обеих технологий. Начнем с более распространенной FDM/FFF технологии. Её принцип очень прост: пластиковая нить подается в экструдер, где плавится при определенной температуре в зависимости от типа используемого материала и через маленькое сопло (обычно диаметром 0,4мм) наносится слоями, формируя твердую 3D-модель. Технология настолько проста, что сейчас на рынке представлены устройства вполне приемлемого качества по цене до 15000 рублей. Это делает такой принтер максимально доступным широчайшему кругу покупателей, ибо пластиковая нить для печати также стоит вполне приемлемых денег — в среднем 1500 рублей за килограмм. Профессиональные 3D-принтеры можно купить в диапазоне от 100 тысяч до 1 млн. рублей, что также является доступным ценовым уровнем для подобного оборудования. Приемлемая цена — это конечно хорошо, но возникает резонный вопрос: что вы за нее получите? К сожалению, за 10 лет все минусы и плюсы FDM 3D-печати остались неизменными…
Плюсы
Это наилучший способ для быстрого прототипирования. Десятки прототипов своего будущего устройства вы можете напечатать разными видами пластика, разными цветами. Вы также можете создавать функциональные прототипы, свойства которых будут близки к свойствам конечного изделия. Себестоимость этих прототипов может быть очень низкой по сравнению с классическими технологиями фрезерования или использования пресс-форм. Вы можете быстро создавать модели сложных геометрических форм, используя растворимые субстанции в моделях принтеров с двумя экструдерами. Их широкий выбор позволит вам найти материал, изделия из которого после печати будут обладать необходимыми свойствами: повышенной термостойкостью, устойчивостью к низким температурам, масло-, бензо-, износо-, ударостойкостью.
На рынке доступны сотни материалов для 3D-печати, за 10 лет накоплена огромная база знаний по ее применению для различных задач. Вы также можете печатать модели больших размеров, так как сейчас доступны модели принтеров с областью построения 1 метр по длине, ширине и высоте. Еще одним плюсом является то, что изделия после печати не требуют постобработки, они сразу готовы к использованию. Но если вы хотите улучшить их внешний вид, вы легко сможете их шлифовать, грунтовать, красить, склеивать между собой, сверлить в них дырки, делать резьбу и многое другое. Кроме прототипирования FDM принтеры чаще всего используют для мелкосерийного производства небольших элементов, ради производства которых нет смысла заказывать пресс-форму, так как общий тираж не оправдает затрат, а себестоимость при этом будет очень низкой.
Еще одним популярным применением FDM 3D-печати является макетирование, создание уникальных архитектурных, выставочных, демонстрационных или сувенирных макетов. Сейчас рынок предлагает большое количество декоративных материалов, не имеющих специальных свойств, но которые выглядят как дерево, сталь, бронза, мрамор, серебро или золото. Это позволяет создавать макеты без, либо с минимальной постобработкой, что существенно экономит затраты и время при их создании. Ну и конечно, не стоит забывать о самом популярном социальном сегменте таких принтеров – домашних пользователей, которые используют их как хобби, печатают детям фигурки, вазы для цветов, крючки, полочки и другие полезные или просто красивые модели. Себестоимость таких изделий низкая, и даже при среднем объеме печати покупка принтера окупается очень быстро. При этом вам не надо ничего моделировать, все модели доступны для бесплатного скачивания либо за символическую плату.
Минусы
Самое больное место технологии – низкая скорость печати. Увы, за 10 последних лет в этом направлении мало что изменилось. Чтобы напечатать, например, 15-ти сантиметрового гномика, придется ждать результата часами. Большие модели печатаются, соответственно, днями, а иногда неделями. Это значит, что о серийном производстве чего бы то ни было пока речи быть не может. Единственное нововведение в этой области, это создание ферм 3D-печати, которые решают проблему скорости количеством используемых принтеров. Назвать это решение технологичным язык не поворачивается, но, к сожалению, ничего другого производители FDM-принтеров пока не придумали. Низкая скорость — низкая производительность, а значит не стоит рассчитывать на FDM 3D-печать как на производственное оборудование.
Еще одним минусом является финишное качество моделей. Даже при самой низкой толщине слоя вы будете видеть слои на модели. И это не позволяет использовать 3D-печатные модели как конечный продукт. Вы вряд ли купите неприятный на ощупь чехол для мобильника и не захотите давать ребенку игрушку, которую не особо приятно держать в руках.
Ну и, пожалуй, последний существенный минус технологии FDM — оборудование не всегда абсолютно универсально. На практике это означает наличие многих «если». Так, если принтер в открытой камере, то его способность печатать высокотемпературными пластиками минимальна. Возможно, удастся напечатать маленькие, невысокие модели, но на большее рассчитывать не стоит. Если ваша модель принтера обладает максимальной температурой нагрева экструдера 260С, то пластики с более высокой температурой плавления вам будут недоступны. Если у вас цельнометаллический экструдер, могут возникнуть проблемы с печатью PLA-пластиком, а если тип подачи «боуден», то будет сложно печатать мягкими материалами и т.д. и т.п.
Еще один нюанс этой технологии – слабая адаптация оборудования к новым материалам. И если таковой появляется на рынке и вызывает ваш интерес, то с большой долей вероятности вам придется покупать и новый принтер. Этот минус не был таким явным до последнего времени, но именно развитие фотополимерной 3D-печати в последние году высветило и его.
Подводя итог анализу плюсов и минусов технологии FDM стоит отметить главное: она находится в застое и после прорыва, который был 10 лет назад, производителям не удалось существенно продвинуться. Удалось лишь снизить стоимость самих принтеров, что конечно же повлияло на их доступность и распространенность. Конечно, большинство моделей сейчас оснащено цветными дисплеями, Wi-Fi, встроенными веб-камерами, датчиками окончания нити, возможностью продолжить печать после отключения электричества, системами автокалибровки площадки и т.д. Все это упрощает работу с устройством, но, увы, не сделает FDM 3D-принтер производственным оборудованием.
Фотополимерная 3D-печать
Фотополимерная 3D-печать развивалась параллельно, но совсем другим путем. Принцип формирования объекта здесь основан на том, что фотополимерная смола становится твердой под воздействием источника света и формирует 3D-модель. Интрига заключается в том, что источник света может быть разный: SLA (лазер через систему зеркал), DLP (цифровой проектор), LCD/mSLA (LED лампа через LCD дисплей). На протяжении 10 лет шли эксперименты с этими тремя ветвями одной технологии. В итоге в 2019 году верх стала брать технология LCD/mSLA, главные преимущества которой — высокая скорость, появившаяся с внедрением монохромных дисплеев, низкая стоимость в силу простоты конструкции, высокое финишное качество, точность после внедрения дисплеев с разрешением 4K и, наконец, возможность делать принтеры с большой областью печати за счет наличия больших дисплеев. Еще одним важным преимуществом этой технологии является производительность: слой засвечивается целиком, вне зависимости от того, сколько моделей вы печатаете одновременно. Причем не важно, одинаковые это модели или разные. Это существенно влияет на производительность принтера, а следовательно, и на окупаемость. Стоимость подобных принтеров сейчас также начинается от 15000 рублей, а цена фотополимерной смолы в среднем составляет 4500 рублей за кг., что делает такие принтеры вполне доступными для широкого круга потребителей. Пионером в этих инновациях стала Тайваньская компания Phrozen, сделавшая себе имя именно на этой стезе.
А теперь давайте также рассмотрим плюсы и минусы этой технологии. Со временем они претерпели серьезные изменения.
Плюсы
Важнейшим плюсом фотополимерной печати является качество финишных изделий. Особенно это стало заметно в последнее время, когда произошел переход на дисплеи 4K с разрешением по XY от 32 до 50 микрон (в зависимости от размера дисплея). Это позволяет печатать модели по качеству сопоставимому с промышленным литьем, а также дает возможность соблюдать высокие требования по точности. Отмечаем также успешные разработки по увеличению скорости печати. Уже сейчас гномик высотой 15 см может печататься за час и выглядеть существенно лучше, чем при печати на FDM. Причем вы можете напечатать 5 одинаковых или разных гномиков за то же время, что делает производительность такого принтера существенно выше, чем у конкурента — FDM. Еще одно преимущество – это абсолютная универсальность вашего принтера: он может печатать любой смолой с длинной волны вашего принтера (обычно 405 нм). И даже если завтра появятся совершенно новые смолы с интересными свойствами, вы сможете спокойно использовать их на своем принтере, нужно только подобрать соответствующий профиль печати.
В реальности так и происходит: появляются новые смолы с интересными свойствами и улучшенными формулами, и пользователи активно начинают их применять для своих задач. Производители делают их под конкретную, узкую задачу и таким образом гарантируют покупателю результат при правильном ее использовании. Примером тут могут служить смолы для хирургических шаблонов, временных коронок, элайнеров, ювелирных выжигаемых моделей и многие другие.
Минусы
К главным минусам фотополимерной печати стоит отнести, прежде всего, то, что в определенном смысле это «грязная работа». Связано это с тем, что сама печать является только первым из трех этапов получения готового изделия. Вторым этапом является промывка модели в спирте для удаления остатков смолы, а третьим — дозасветка в УФ-камере для окончательного отверждения. Сама смола может иметь неприятный запах, а процесс промывки в техническом спирте также не самая приятная процедура. Но получение качественного результата как искусство, которое требует жертв. Тем более, сейчас уже появляются смолы, которые можно промывать в обычной воде, хотя сам процесс промывки по-прежнему необходим.
Еще к одному минусу можно отнести стоимость смолы. С ростом объемов производства она дешевеет, и потребитель вправе ожидать дальнейшего снижения ее стоимости. Но сейчас она в 3 раза дороже пластиковой нити и это, безусловно, сказывается на себестоимости изделий. Также к минусам можно отнести недостаточно широкий ассортимент смол с различными важными свойствами, например мягкими (типа резины), жесткими, износостойкими, прочными и т.д. Рынок постепенно выравнивает предложение, но в этом направлении многое еще надо сделать.
К минусам смол необходимо отнести и их качественные характеристики. В процессе печати с большими процентами заполнения в модели возникает напряжение, модель может крутить, разрывать в местах сильного сопротивления и т.д. Кроме того, при печати сложных деталей и соединений смола дает усадку. Очень важно в данном случае ее правильно расположить, подобрать подходящий для этой задачи материал. Еще один подвох — невозможность печать двумя цветами или печатать с растворимыми поддержками. После их снятия на модели остаются заметные следы, которые надо убирать механическим путем, т.е. еще увеличивать процесс ручной постобработки. Этот недостаток пока технологически никак нельзя преодолеть.
Процесс фотополимерной печати может быть очень прост для типовых задач, особенно в сфере стоматологии, где опыт использования уже очень большой, но при решении нестандартных задач, в частности с допусками по точности моделей есть риск столкнуться с большим количеством подводных камней и ограничений.
Какая технология победит
Мы рассмотрели основные достоинства и недостатки FDM и SLA технологий, а теперь вернёмся к теме этой статьи, а именно конкуренции между ними. Почему почти десять лет они существовали параллельно, а теперь мы вдруг начали говорить о наметившемся соперничестве? К этому привело активное развитие SLA 3D-печати в последние 2 года, которое позволило создать принтеры достаточно дешевые, быстрые и большие. Изначально фотополимерная печать развивалась в парадигме решения задач конкретных индустрий, в первую очередь стоматологии и ювелирного производства. Это ставило перед производителями принтеров конкретную задачу, которую они должны были решить, чтобы быть успешными на рынке. В процессе поиска решения они смогли создать оборудование, которое способно решать гораздо более широкий круг задач: печатать быстрее, качественнее и создавать большее количество моделей за единицу времени, чем конкурирующие с ними FDM принтеры. Ну а для примера, давайте сравним флагманы от таких лидеров рынка, как Phrozen и Raise3D, чтобы сделать всю эту теорию наглядной.

|
Модель |
Phrozen Sonic Mega 8K |
Raise3D Pro2 |
|
Цена в России |
210 000 руб. |
389 000 руб. |
|
Область построения |
330x185x400 мм |
305х305х300 мм |
|
Наличие двух экструдеров |
Нет |
Да |
|
Стоимость материала |
5500 руб. |
3300 руб. |
|
Скорость |
Зависит от настроек |
Зависит от настроек |
К сожалению, есть немного параметров, по которым можно объективно сравнивать модели, работающие по разным технологиям. Поэтому, при выборе очень важно ориентироваться на свои задачи, экономическую эффективность и бюджет.
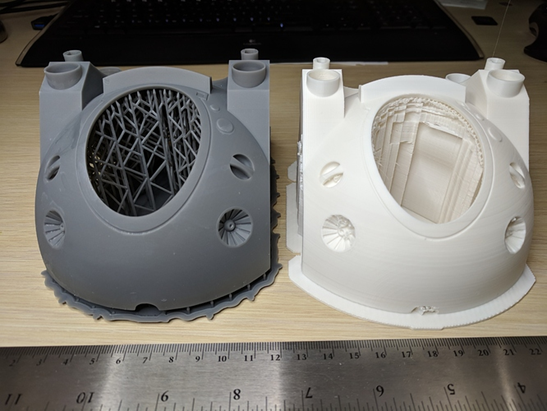
Перед вами для сравнения две одинаковые модели, напечатанные двумя разными технологиями: на фотополимерном принтере из смолы и на FDM принтере из пластика ABS.

|
Параметры печати |
SLA |
FDM |
|
Время печати |
11 ч. 27 мин. |
20 ч. 3 мин. |
|
Разрешение |
0,05 мм |
0,10 мм |
|
Количество слоев |
1580 |
758 |
|
Количество материала |
105,1 мл |
142,64 г. |
|
Цена |
$15.66 |
$3.14 |
Наш опыт продаж показывает: доля SLA принтеров выросла с 10% в 3-м квартале 2019 года до 40% во втором квартале 2021 года, Впечатляющий рост, тем не менее, отнюдь не означает, что FDM-технология со временем будет полностью вытеснена с рынка. Для примера достаточно взглянуть на рынок обычных принтеров, где на протяжении 40 лет «мирно» сосуществуют технологии струйной и лазерной печати. Их доли меняются в зависимости от конъюнктуры рынка, стоимости отпечатка и потребительского спроса, а также внедряемых технологических решений.
3D-печать пока все еще находится на стадии первоначального формирования рынка, и многие технологические и рыночные тенденции быстро сменяют друг друга. Но тем не менее, это уже не тот рынок стартапов и техногиков, каким он был 10 лет назад. Сегмент растет, развивается, привлекает инвесторов и крупные компании, что в итоге приводит к появлению новых технологических решений, а в конечном счете и к большей распространенности технологии и ее дальнейшему проникновению в нашу повседневную жизнь.

Александр Корнвейц
Эксперт в области аддитивных технологий, основатель и генеральный директор компании «Цветной мир»
Содержание
-
- SLA
- Принцип работы
- Плюсы
- Минусы
- Пример печати
- Лучшие SLA принтеры
- DLP
- Принцип работы
- Плюсы
- Минусы
- Пример печати
- Лучшие DLP принтеры
- LCD
- Принцип работы
- Плюсы
- Минусы
- Пример печати
- Лучшие LCD принтеры
- Сфера применения
- Итоги
- SLA
Фотополимерная печать обычно ассоциируется с изящными, миниатюрными изделиями. Ведь именно фотополимерные принтеры приходят на помощь если нужно изготовить небольшую, но детализированную модель.
В настоящее время фотополимерные принтеры могут работать по одной из трех технологий — SLA, DLP или LCD. Каждая из технологий имеет свои преимущества и недостатки.
Для того чтобы не ошибиться с выбором модели, нужно понимать, какая технология подойдет для печати конкретных изделий. Например для ювелира и стоматолога главным критерием будет точность, а для человека который планирует печатать фигурки для своего хобби — качество поверхности и не очень дорогая стоимость расходников.
SLA
SLA — это одна из первых запатентованных технологий 3D печати. Запатентовал ее еще в 1986 году Чарльз Халл. DLP и LCD основными принципами похожи на SLA, но появились гораздо позже.
Принцип работы
В качестве материала для печати, SLA принтеры используют фотополимерные смолы -светочувствительные полимеры, застывающие под действием определенного спектра УФ излучения.
В качестве “отвердителя” используется лазерный луч, который при помощи зеркал фокусируется на нужной точке. Луч последовательно “рисует” срез модели. Так постепенно, слой за слоем, на рабочем столе “выращивается” модель.

Принцип работы SLA технологии
Есть два варианта расположения печатного стола — сверху и снизу.
Стол сверху
Визуально выглядит как перевернутый FDM аппарат, модель на таком аппарате печатается “верх ногами”. Стол перемещается во время печати снизу вверх, модуль с лазером располагается в нижней части аппарата, под ванной с полимером. Дно ванночки обычно изготовлено из силикона — он хорошо пропускает УФ излучение и к нему практически ничего не прилипает.

Модель принтера с верхним положением стола
Это самая популярное решение для настольных моделей SLA принтеров.
Стол внизу
Модуль с лазером располагается в верхней части принтера над ванной с полимером, а печатный стол, во время печати, постепенно опускается вниз, погружаясь в смолу.

Промышленный SLA с нижним расположением стола
Такое расположение традиционно используется в промышленных аппаратах с большой областью печати. Единственное неудобство — ванночка всегда должна быть заполнена фотополимером. А при смене вида смолы придется полностью сливать весь фотополимер и тщательно мыть ванночку.
Плюсы
-
Высокая точность. Такой аппарат не уступает в точности профессиональным ювелирным ЧПУ станкам
-
Идеальное качество поверхности. Самые миниатюрные модели выглядят монолитными. Слоев не видно даже при большом увеличении.
-
Большой выбор расходных материалов. Благодаря возрастающей популярности фотополимерной печати, появилось много специфичных смол — от мягких флексов, до фотополимеров с повышенными прочностными характеристиками (например есть очень прочный, биосовместимый фотополимер для изготовления временных зубных коронок).
Минусы
-
Высокая стоимость 3D принтера. SLA аппараты очень требовательны к качеству комплектующих, поэтому ценник на такие модели начинается от 220 000 рублей.
-
Дорогие расходники.
-
Медленная скорость печати по сравнению с DLP и LCD технологией.
Пример печати

Сердечная мышца, напечатанная на Formlabs Form 3

Кольца, напечатанные при помощи SLA технологии

Прототип ложки

Статуэтка-бабочка, напечатанная на Formlabs Form 3

Техническая модель

Прототип лопаты для уборки снега. Изготовлен на Formlabs Form 3L
Лучшие SLA принтеры
Лидером в производстве SLA принтеров является фирма Formlabs. В линейке Formlabs можно найти как небольшие настольные модели, так и профессиональные станки с большой областью печати.
Form 3

Formlabs Form 3
Технические характеристики:
-
Разрешение XY: 25 мкм
-
Размер лазерного пятна: 85 мкм
-
Мощность лазера: Один лазер мощностью 250 мВт
-
Размер рабочей области: 14,5 × 14,5 × 18,5 см
-
Толщина слоя: 25 – 300 мкм
Этот принтер можно сравнить с небольшим профессиональным станком. Несмотря на небольшие габариты, он с легкостью справится с самыми сложными моделями.
Formlabs Form 3L

Formlabs Form 3L в сравнении с Form 3
-
Разрешение XY: 25 мкм
-
Размер лазерного пятна: 85 мкм
-
Мощность лазера: Один лазер мощностью 250 мВт
-
Размер рабочей области: 33,5 × 20 × 30 см
-
Толщина слоя: 25 – 300 мкм
Этот принтер позволяет печатать крупноформатные модели или быстро изготавливать небольшие партии изделий.
C появлением более быстрых и бюджетных технологий, SLA принтеры стали менее популярны. В основном их используют на производствах с высокими требованиями к качеству и стабильности печати.
DLP
DLP технология опирается на принципы SLA, но в качестве источника УФ-излучения используется не лазер, а проектор.
Принцип работы
В качестве материала используется фотополимерная смола, но в отличии от SLA источником света является не луч, а DLP- проектор. Это существенно ускорило печать, ведь проектор, в отличие от луча, засвечивает сразу весь слой.

Принцип работы DLP технологии
Проектор располагается в нижней части принтера, под емкостью с фотополимером. Низ емкости обычно сделан из прозрачной, износостойкой пленки. Такая пленка хорошо пропускает УФ-излучение, к ней практически ничего не прилипает, а если она порвется ее можно легко заменить.
Плюсы
-
Быстрая печать. Проектор засвечивает сразу всю рабочую область, так что не важно сколько моделей вы печатаете — одну или десять. На время печати влияют только высота и толщина слоя.
-
Средний ценовой сегмент. По сравнению с SLA выбор моделей больше, стоимость начинается от 200 000 рублей.
Минусы
-
Менее точный. Некоторые модели уступают по точности SLA аппаратам. Это визуально не заметно на готовом изделии, но может стать неприятным сюрпризом там, где требуется идеальная точность.
-
Возможна паразитная засветка. Из-за засветки всего слоя за раз может возникать паразитная засветка смолы.
-
Ресурс проектора. Проектор — это сердце DLP-принтера. Обязательно обращайте внимание на ресурс проектора. Например, производитель FlashForge Hunter заявляет минимальный ресурс проектора 50 000 часов. Это очень много.
Пример печати

Партия колец, напечатанная при помощи DLP технологии

Образцы колец, напечатанные на FlashForge Hunter

Реквизит для миниатюр 28 мм
Макет челюсти изготовленный на FlashForge Hunter
Лучшие DLP принтеры
FlashForge Hunter

Технические характеристики:
-
Разрешение XY: 0,0625 мм
-
Скорость печати: 10 мм/ч
-
Источник света: 405 нм LED
-
Размер рабочей области: 120х67,5х150 мм
-
Толщина слоя: 0,025-0,05 мм
Фирма FlashForge славится качеством своих принтеров. Hunter не стал исключением. Получилась хорошая “рабочая лошадка” способная решать разнообразные задачи.
DLP технология используется все реже. Ее упорно вытесняют более доступные 3D-принтеры, работающие по LCD технологии.
LCD
LCD технология — самая молодая среди фотополимерных принтеров. Изначально LCD появилась как более доступный аналог DLP технологии, подходящий для домашнего использования.
Первые LCD принтеры обладали рядом неприятных детских болячек (неравномерная засветка рабочей области и т.д), которые со временем удалось решить или компенсировать. С развитием технологии, помимо моделей для домашнего использования, появились аппараты, которые по точности не уступают DLP и могут использоваться для производственных задач.
Принцип работы
Технология почти полностью копирует DLP, только вместо проектора используются светодиоды. Под ванночкой располагается ЖК дисплей (похожий на дисплей смартфона или планшета), который затемняется в некоторых местах, пропуская свет только в нужных местах.

Принцип работы LCD технологии
Поскольку модуль с экраном и светодиодами располагается в нижней части принтера, то дно емкости под смолу прозрачное. Как и в DLP, обычно используют прозрачную пленку.
Плюсы
-
Дешевые аппараты. Использование светодиодов в связке с ЖК дисплеем позволяет сильно удешевить стоимость 3D принтера. Стоимость некоторых моделей начинается от 14 000 рублей.
-
Недорогие расходники и запчасти.
-
Большой выбор моделей. Можно легко подобрать модель для любой задачи.
Минусы
-
Менее точный. Бюджетные модели хорошо подойдут для печати миниатюр или статуэток, но их точности может быть недостаточно для, например, ювелирных изделий.
-
Возможна паразитная засветка. Как и в DLP технологии засвечивается сразу весь слой, это может приводить к паразитной засветке.
-
Качество печати может быть не одинаковое на всей области печати. Поскольку в качестве УФ источника используется массив светодиодов, а не один источник света, рабочая область может подсвечиваться неравномерно. Эту проблему можно решить программно или физически.
-
Скорость печати ниже DLP. Светодиоды светят “слабее” проектора, поэтому время засветки слоя немного больше, но все равно LCD принтер печатает быстрее SLA.
Пример печати

Небольшая миниатюра, изготовленная на Anycubic Photon Mono

Тролль, напечатанный на LCD аппарате

Шины для РУ модели, изготовленные из мягкого полимера

Модель замка, изготовленная на Phrozen Sonic Mini 4K

Статуэтка, изготовленная на Anycubic Photon Zero

Тролль, напечатанный на LCD принтере
Лучшие LCD принтеры
Anycubic Photon Zero

Anycubic Photon Zero
Технические характеристики:
-
Разрешение LCD-дисплея: 854х480 px
-
Точность позиционирования по оси XY: 0.1155 мм
-
Длина УФ волны: 405 нм
-
Размер рабочей области: 97х54х150 мм
-
Толщина слоя: 0.01-0.2 мм
Бюджетная модель, ориентированная на домашнее использование. Хорошо подойдет для домашнего использования.
Anycubic Photon Mono

Технические характеристики:
-
Разрешение LCD-дисплея: 2560х1620 (2K)
-
Точность позиционирования по оси XY: 0.051 мм
-
Длина УФ волны: 405 нм
-
Размер рабочей области: 130х80х165 мм
-
Толщина слоя: 0.01-0.15 мм
Anycubic Photon Mono уже более серьезный аппарат. Благодаря LCD дисплею большего разрешения удалось повысить точность и качество готовых моделей.
Phrozen Sonic Mini 4K

Phrozen Sonic Mini 4K
Технические характеристики:
-
Разрешение LCD-дисплея: 6.1″ 4K Mono LCD
-
Точность позиционирования по оси XY: 35 микрон
-
Длина УФ волны: 405 нм
-
Размер рабочей области: 134х75х130 мм
-
Толщина слоя: 0.01-0.30 мм
Моно LCD матрица, с высоким разрешением, позволяет печатать очень быстро и точно.
Wanhao GR1

Технические характеристики:
-
Разрешение LCD-дисплея: 6.3″ 2K HD
-
Точность позиционирования по оси XY: 0.055 мм
-
Длина УФ волны: 405-410 нм
-
Размер рабочей области: 140х78х200 мм
-
Толщина слоя: 35-100 микрон
Увеличенная рабочая область позволяет изготавливать больше моделей за раз, а специальная УФ-LED матрица обеспечивает однородность засветки.
LCD принтеры успешно захватывают рынок вытесняя более дорогие DLP и SLA принтеры. Этому конечно способствует их доступность и большое разнообразие моделей.
Сфера применения
Стоматология
В стоматологии очень важна точность. Небольшое искажение даже в 0,1 мм может сделать кропотливую работу, по изготовлению коронки или протеза, бесполезной.

Модель челюсти

Элайнер, изготовленный при помощи 3D печати
Помимо точности принтера важную роль играет выбранный материал. Нужно использовать специальные смолы с небольшим процентом усадки.
Ювелирное производство
Весь потенциал фотополимерных принтеров раскрывается в ювелирной отрасли. Помимо точности очень важна детализация и идеальное качество поверхности.

Кольцо, изготовленное из выжигаемого фотополимера

От модели до готового изделия
Раньше такие изделия приходилось очень кропотливо вырезать вручную или изготавливать на высокоточных ЧПУ станках из воска. Теперь достаточно сделать цифровую модель и при помощи принтера и выжигаемой смолы, быстро изготовить необходимое количество изделий готовых к отливке.
Прототипирование
Печать прототипов, изготовление мастер моделей и т.д.

Шлем и другие прототипы, изготовленные на фотополимерном принтере

Прототипы корпусов
Не для всего подойдет FDM технология. Иногда нужно быстро изготовить макет будущего изделия с гладкой поверхностью, профессиональные фотополимерные принтеры легко справятся с этой задачей.
Хобби
Доступные фотополимерные принтеры стали большим подспорьем для любителей миниатюр. Гораздо проще смоделировать и распечатать 28 мм фигурку любимого героя, чем долго и кропотливо изготавливать ее вручную.

Советский мотоциклист в масштабе 28мм

“Запчасти” для миниатюры 28мм
А большие декоративные статуэтки получаются более аккуратными, по сравнению с FDM печатью. После LCD принтера не придется долго вышкуривать модель, чтобы сгладить слои.

Бюст девушки
Макетирование
Для больших и схематичных макетов можно использовать FDM принтеры, но их точности недостаточно для изготовления небольших деталей. Имея 3D модель можно быстро изготовить очень точный и подробный макет здания или целого квартала.

Макет статуи В.И. Ленина

Напечатанный и покрашенный макет здания
Итоги
Несмотря на все плюсы фотополимерных принтеров, есть небольшие нюансы которые являются общими для всех технологий.
Промывка модели. После печати модель нужно промыть от остатков смолы. Лучший способ это ультразвуковая ванночка со спиртом, иногда можно обойтись стаканчиком с изопропиловым спиртом и кисточкой.
“Дозасветка” в уф-камере. После промывки модель нужно “дозасветить” в УФ-камере, иначе полимер не наберет заявленную производителем прочность.
Для засветки модели можно использовать обычную УФ лампу или аппарат для маникюра. Они обойдутся дешевле профессиональных сушилок, хоть и времени для “дозасветки” может понадобится больше. Перед покупкой убедитесь, что лампы светят в нужном УФ спектре.
Прочность полимеров. Несмотря на огромное разнообразие смол, они все же уступают по прочности пластиковым нитям которые используют FDM принтеры. Исключение составляют некоторые узкоспециализированные смолы.
Для некоторых эти нюансы могут стать существенными минусами, но несмотря на это фотополимерные принтеры находят применение, как в качестве домашних принтеров, так и в качестве рабочих станков в разных областях.

В этом материале расскажем о самых популярных видах фотополимерной печати и их особенностях.
3D-принтеры работающие с применением технологий на основе жидких полимеров уже давно закрепились на рынке. Сегодня мы расскажем что же такое технология фотополимерной печати, какие разновидности существуют, и чем они отличаются.
Содержание:
- В начале была стереолитография
- LCD & LCD Masking — так же известная как mSLA
- Direct Light Processing (DLP)
- LFS — Low Force Stereolithography
- ILS — Integral Light Source
- MJP И Polyjet
- Примеры печати
- Видео обзор
- Итог
- Визитка компании LIDER-3D
В начале была стереолитография
Аппарат для стереолитографии впервые был запатентован Чаком Халлом в 1984 году. Технология лазерной стереолитографии работает следующим образом, в качестве «строительного материала» используются не порошки, а фотополимеры в жидком состоянии. В ёмкость с жидким фотополимером помещается платформа, на которой осуществляется «выращивание» прототипа.

Жидкий фотополимер отверждаеться УФ излучением, источником которого является лазер. Платформа движется постепенно спускаясь и поднимаясь, как бы вытаскивая прототип из жидкой смолы.

Но с тех пор как Чак Халл запатентовал свою технологию, прошло очень много времени, и в наше время на рынке фотополимерных 3D принтеров существует тысяча и одна “новая” технология. Ну, может не тысяча, но несколько точно, и по смыслу они все основаны на той самой лазерной стереолитографии, которая тоже всё еще используется.

Теперь давайте поговорим о самых популярных разновидностях технологий фотополимерной 3D печати.
LCD & LCD Masking — так же известная как mSLA
Фотополимерная печать с помощью LCD (ЖК) экрана является новичком в технологии и, возможно, самым большим источником путаницы. Слишком много названий, но суть всегда одна. Если в случае с SLA печатью источником УФ света является лазер, то в случае с LCD отверждение происходит с помощью ультрафиолетового света который проецируется на фотополимер с помощью жк-экрана. Смысл в целом остается таким же, платформа почти до упора погружается в смолу, а затем поднимается на высоту слоя, каждый раз когда слой достаточно засвечен УФ светом.

3D принтеры с LCD экранами — отличаются низкой ценой, поэтому достаточно широко распространены как среди профессиональных мейкеров, так и энтузиастов любителей.
Из минусов LCD принтеров можно отметить низкую продолжительность жизни ЖК экранов. Даже в том случае, если вместо обычного жк-экрана в устройстве установлен монохромный экран, он все еще сильно проигрывает по времени работы следующей технологии.
Direct Light Processing (DLP)
3D принтеры на основе DLP технологии используют другой источник ультрафиолетового света. Вместо лазеров или жк-экранов, DLP принтеры оснащены УФ-проекторами, которые работают с использованием микро зеркал для управления проецируемым светом. За счет того что в засветке участвуют специальные проекторы, в теории вы можете не только получить более быструю скорость печати, но и в некоторых случаях выиграть в разрешении, так как проекторы позволяют вам масштабировать разрешение, но все эти крутые фишки сильно зависят от конкретного устройства.

DLP — устройства использует источник света для полимеризации всего слоя сразу. Деталь формируется слой за слоем.
Печать DLP может использоваться для печати чрезвычайно сложных изделий из смолы, таких как игрушки, формы для ювелирных изделий, стоматологические формы, статуэтки и другие изделия с мелкими деталями. Благодаря полимеризации всего слоя сразу, она намного быстрее, чем SLA, а по сравнению с LCD принтерами, проекторы DLP принтеров служат намного дольше, и даже если выходят из строя, то делают это сразу, резко, а не медленно теряя свои свойства как LCD экраны.
Из минусов этой технологии можно выделить её дороговизну, и странности с разрешением, например неподготовленный мейкер может потратить много денег на длп принтер с низким разрешением, которое он не сможет компенсировать даже за счет масштабирования, при наличии более дешёвого варианта с LCD технологией и более высоким разрешением.
LFS — Low Force Stereolithography
На самом деле с этой разновидностью стереолитографии всё довольно просто. Компания Formlabs взяла и вместо проектора как в принтерах с DLP технологией, вставила в принтер лазер. Они как бы совместили зеркала от DLP технологии и лазер от SLA.

ILS — Integral Light Source
Eщё одна, довольно новая брендовая технология, на этот раз от компании Creality, опять же основанная на системе зеркал. Только вместо проектора, как в DLP принтерах, или лазера как в LFS принтерах, используется набор из 6 источников света общей мощностью 120 вт, которые расположены под углом, и сначала светят на систему зеркал, а затем свет попадает на полимер.

MJP И Polyjet
Технология MJP или multi jet printing, так же известная как mjm? от компании 3D Systems. В основе технологии — печатающая головка c целой батареей мельчайших сопел, расположенных линейно в несколько рядов. Количество сопел начинается от 96 для младших моделей принтеров и достигает 448 для топовых моделей. Одно сопло — одна мельчайшая капля модельного материала для построения изделия.
Печатающий блок движется вдоль рабочей поверхности и наносит слоя жидкого полимера. Следом за печатным блоком следует УФ-лампа, которая засвечивает только что нанесенные частицы материала, в результате чего тот затвердевает, формируя заданное изделие.
Еще есть версия этой технологии под названием PolyJet — которая используется в 3D-принтерах серии Objet компании Stratasys. Грубо говоря обе технологии работают одинаково, но сами устройства от разных компаний.

Подборка статей из раздела «База знаний» с сайта компании LIDER-3D: 1) Все, что вы хотели знать о 3D печати • 2) 3D печать в ювелирном деле: как это работает? • 3) Как и чем печатают 3D-принтеры
Примеры печати
► Anycubic Photon Mono X 6K — LCD


► Anycubic Photon Ultra — DLP

► Creality Halot One — ILS


Видео обзор
Итог
Несмотря на то, что все технологии о которых мы рассказали, являются по сути вариациями стереолитографии и единственное отличие между ними это система засветки — каждая из технологий имеет свои плюсы и минусы.
Основываясь на качестве печати невозможно сказать что та или иная технология фотополимерной печати однозначно хуже или лучше, так как одни технологию лучше показывают себя в одной сфере, другие в другой. Более того всё сильно зависит от конкретного устройства и задачи.
Если вы собираетесь приобрести фотополимерный 3D принтер, вам необходимо четко понимать для каких целей он вам нужен, ну а далее, дело за малым.
Всем спасибо, материал подготовила команда специалистов компании LIDER-3D, будем рады вашим вопросам в комментариях.
Если у вас остались вопросы по фотополимерным технологиям 3D печати, вы можете получить детальную консультацию специалиста обратившись к нам в LIDER-3D.
Подписывайтесь на нас в социальных сетях: Telegram, ВКонтакте, Я.Дзен, RuTube, YouTube, TikTok, Мой Мир, Одноклассники чтобы первыми получать самые интересные материалы!
Фотополимерная 3Д-печать для начинающих
Что такое фотополимерная 3D-печать?
Фотополимерная 3D-печать — это метод создания объемных объектов из жидких фотополимерных смол, которые затвердевают под воздействием света определенной длины волны и интенсивности.
Фотополимерные принтеры делятся на разные подвиды технологий в зависимости от устройства оптической системы:

LCD (MSLA) – для формирования картинки используется ЖК-матрица и набор светодиодов.

SLA – для формирования картинки используется лазерный луч и сканатор, который заштриховывает слой.

DLP – для формирования картинки используется проектор, состоящий из DMD-матрицы с микрозеркалами и одного светодиода.
Как работать с фотополимерной печатью?
1. Подготовка 3D-модели
Сначала создается или скачивается 3D-модель. Модель должна создаваться с учетом способа ее изготовления.
Популярные программы для создания 3D-моделей:
- Инженерные: Autodesk Fusion, Siemens NX, Компас 3D.
- Стоматологические: Exocad, Blender for Dental.
- Художественные: Blender, Zbrush.
На что обратить внимание при создании и экспорте модели?

Формат. Большинство принтеров работают с форматом STL.

Замкнутые полости. Их отсутствие важно, чтобы избежать скопления смолы внутри модели, иначе это приведет к разрушению модели.

Дефекты сетки. Проверьте модель на разрывы, и вывернутые полигоны. Проверку можно сделать в программах Matrialise Magics или Voxel Dance Additive.
2. Использование слайсеров
Модель загружается в слайсер для подготовки к печати. Такие программы обычно идут на флешке с принтером, но лучше скачать более свежую версию с сайта производителя. Большинство принтеров работают с универсальными слайсерами, но есть и принтеры, которые работают только со своими программами.
Примеры популярных программ:
- Chitubox Basic
- Lychee Slicer
- Formware 3D
- Voxel Dance Tango
В слайсере необходимо:
- Выбрать модель принтера
- Внести отправные параметры печати.
Для каждого нового принтера и каждого нового материала необходимо заново подбирать настройки печати. Даже две одинаковые модели принтеров могут иметь разные рабочие настройки и не всегда совпадать с теми, что мы указываем на сайте. Для подбора настроек используйте калибровочный тест. - Правильно расположить модель: избегайте эффекта присоски, минимизируйте площадь каждого слоя. Отверстия будут точнее, если печатать их вертикально.
- Поставить поддержки: Исходите из прочности материала и геометрии детали, поддержите все начальные точки и не дайте модели раскачиваться при печати.
- Нарезать на слои: программа сама нарежет ваш объект на слои и добавит к ним текстовый файл G-code
- Сохранить файл в формате принтера.
- Отправить файл на печать удаленно или через флешку. Обратите внимание, что флешки иногда выходят из строя, это может привести к дефектной печати

3. Запуск принтера
Перед печатью:
- Убедитесь, что принтер установлен на устойчивой поверхности и уберите транспортировочные пленки.
- Обеспечьте чистоту помещения, отсутствие вибраций и хорошую вентиляцию.
- Проверьте температуру в помещении, должно быть не ниже 23°C.
- Проведите калибровку платформы, для этого нужно:

1. Снять ванну принтера

2. Проверить чистоту матрицы

3. Проверить чистоту платформы

4. Ослабить регулировочные винты на платформе, но не откручивать полностью

5. Положить лист бумаги или калибровочную карту на экран принтера

6. Запустить калибровку платформы
Платформа начнёт опускаться вниз

7. После опускания и остановки платформы прижать ее рукой к листу бумаги и затянуть регулировочные винты крест-накрест

8. В настройках принтера запомнить положение стола нажав кнопку Z=0 (так нужно делать не на всех принтерах)

9. Вернуть стол в начальное положение, завершив калибровку
- Следом проверьте состояние плёнки на ванночке и залейте материал.

10. Проверьте состояние пленки ванны
При наличии дефектов и повреждений замените ее. Хорошая плёнка должна быть прозрачной, натянутой как барабан. Плохая плёнка матовая, с повреждениями и/или плохим натяжением.

11. Хорошо взболтайте бутылку
А затем залейте материал в ванну до нужного уровня.

12. Удостоверьтесь, что на дне ванночки нет мусора или осадка
Аккуратно проведите несколько раз резиновым шпателем по дну ванночки. Делайте это перед каждым запуском на печать
- Включите подогрев до 30°C (если это возможно).
- Запустите файл на печать.
- Не трогайте принтер в процессе работы. Останавливать принтер стоит только в случаях аварийной ситуации (посторонние звуки в трансмиссии, отрыв модели от стола и прочее).
4. Постобработка
После печати:

1. Снимите изделие с платформы, используя защитные перчатки, очки и инструменты
Будьте осторожны при снятии моделей, не допускайте попадания полимера на кожу и в глаза, остерегайтесь поломки лезвия ножа, если используете его.

2. Проведите промывку в спирте (изопропиловом или этиловом), используя ультразвуковую ванну
Не допускайте нагрева спирта, т.к. это может привести к его активному испарению и риску пожара.

3. Продуйте изделие сжатым воздухом
Это позволяет избавиться от остатков спирта на поверхности модели и оценить качество промывки. Если остаются глянцевые поверхности — их нужно повторно промыть.

4. Удалите поддержки вручную или удобным инструментом
Поддержки можно удалить как во время промывки, так и после прогрева.

5. Прогрейте изделия в сушильном шкафу
Важно, чтобы внутри шкафа была стабильная температура. Отдайте предпочтения тем устройствам, где есть датчик температуры.
Рекомендуемое оборудование для обработки, режимы прогрева и засветки можно найти здесь
5. Последуюшая работа с принтером

Проверьте ванну на наличие остатков смолы или мусора
При необходимости профильтруйте материал через фильтр или используйте очистку ванны.

Смена и хранение материла
Если материал не используется повторно, или вы меняете фотополимер – слейте его обратно в бутылку через фильтр для краски. Подробнее читайте здесь
Готово!
Теперь вы знаете основные этапы фотополимерной 3D-печати. Следуйте этим рекомендациям, чтобы получить качественные результаты и избежать ошибок.